Август 2nd, 2013
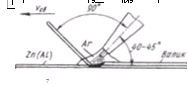
Таким образом, ствол горелки по мере сварки шва должен перемещаться параллельно самому себе, делая в то же время зигзагообразные или круговые движения для более равномерного, как говорят, „разваривания» шва и присадочного материала.Как указывалось выше, пламя должно касаться металла восстановительной зоной В (рис. 321), где сосредоточена наивысшая температура. Практически это сводится к тому, что отверстие мундштука должно находиться от поверхности металла на расстоянии не менее 15—20 мм (для средних толщин железа 6—15 мм); при большем приближении мундштук быстро нагревается и, кроме того, происходит разбрызгивание металла вследствие удара пламени в расплавленную массу его. Хорошо сваренный шов должен иметь равномерный чешуйчатый вид, без углублений и отдельных наплывов.Работа должна производиться обязательно в очках с темными: стеклами; весьма полезны боковые предохранительные сетки для защиты глаз от брызг расплавленного металла.Что касается воздействия газового пламени на свариваемый металл, то надо отметить, что при избытке ацетилена получается-обуглероживание металла со всеми вытекающими отсюда последствиями (железо становится способным принимать закалку), такие же последствия вызывает чрезмерное приближение пламени к расплавленной массе металла; при избытке кислорода — наоборот, металл обезуглероживается и окисляется; тонкое железо легко при этом прожечь насквозь, кроме того, в металле образуются окислы, и он теряет в чистоте.В качестве присадочного материала следует брать стержни из того же материала, что и свариваемые листы.