Август 2nd, 2013
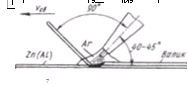
Есть две разновидности этого процесса: сварка без присадки, при которой сварной шов образуется только за счет совместного расплавления кромок соединяемых деталей, и сварка с присадкой в виде проволоки, подаваемой в зону шва вручную или с помощью подающего механизма (автомата или полуавтомата), поэтому свар= ной шов образуется за счет расплавления кромок соединения и присадочной проволоки.Большое влияние на процесс оказывают род тока и полярность.Дуга постоянного тока прямой полярности (минус на электроде) хорошо возбуждается и отличается высокой устойчивостью, причем вольфрамовый электрод не разрушается и при достаточно больших токах. Этими свойствами объясняется преимущественное применение постоянного тока прямой полярности (табл. 9.9). При обратной полярности (плюс на электроде) устойчивость дуги заметно снижается, имеют место перегрев и заметный расход вольфрамового электрода. В то же время у такой дуги проявляется очень важный эффект, который носит название «катодное распыление». Поверхность металла под влиянием бомбардировки тяжелыми положительными ионами аргона очищается от оксидных пленок, а выходящие с поверхности изделия (катода) электроны 246 способствуют их удалению. Следовательно, дуга обратной полярности при сварке в аргоне обладает ярко выраженным очищающим действием, что находит практическое применение при соединении металлов с прочными оксидными пленками на поверхности: алюминия, магния, бериллия и их сплавов. Однако, учитывая низкую стойкость вольфрамового электрода при обратной полярности, применяют переменный ток, при котором катодноеДуга постоянного тока прямой полярности (минус на электроде) хорошо возбуждается и отличается высокой устойчивостью, причем вольфрамовый электрод не разрушается и при достаточно больших токах. Этими свойствами объясняется преимущественное применение постоянного тока прямой полярности (табл. 9.9). При обратной полярности (плюс на электроде) устойчивость дуги заметно снижается, имеют место перегрев и заметный расход вольфрамового электрода. В то же время у такой дуги проявляется очень важный эффект, который носит название «катодное распыление». Поверхность металла под влиянием бомбардировки тяжелыми положительными ионами аргона очищается от оксидных пленок, а выходящие с поверхности изделия (катода) электроны 246 способствуют их удалению.