Сентябрь 9th, 2013
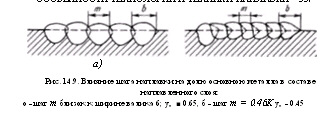
5. Монтаж подшипников каченияПроцесс монтажа подшипников качения состоит из их ревизии и промывки, проверки точности обработки посадочных мест, посадки внутренних колец на вал и наружных в корпус, регулировки подшипниковых узлов.Промывку подшипников выполняют в горячем масле в специальных ваннах с электро- или пароподогревом при температуре 100 °С. Детали подшипникового узла тщательно очищают и промывают керосином, насухо вытирают и просушивают. Точность обработки посадочных мест оценивают по отклонениям от правильной геометрической формы (по конусности и овальности). При обнаружении трещин и сколов на кольцах, роликах и шариках, коррозии, раковин или шелушения на поверхностях качения, повреждений сепараторов и др. дефектов подшипники к сборке не допускают.Посадку внутреннего кольца на вал выполняют по системе отверстия с натягом, а наружного в корпус — по системе вала с подвижными посадками.Напрессовку подшипников на вал выполняют разными способами: при помощи прессов; специальными гидравлическими приспособлениями, обеспечивающими плавное и равномерное усилие напрессовки; предварительным нагревом в минеральном масле до температуры 80—90°С; с помощью масла, нагнетаемого под большим давлением между посадочными поверхностями вала и кольца подшипника. Напрессованный подшипник проверяют на провертывание от руки. При этом должен быть обеспечен ровный, без заедания ход и незначительный шум.Для предупреждения защемления наружных колец в разъемных корпусах выполняют развалку (рис. VIII.IX), размеры которой в зависимости от диаметра посадочных отверстий принимают а=0,1—0,4 мм, 6=10—40 мм.